

联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593
涡轮叶片失效的主要原因包括热疲劳、腐蚀疲劳、高周/低周疲劳、蠕变、涂层损伤及残余应力失衡等,其中残余应力作为影响叶片寿命的关键内在因素,其检测与控制对航空和燃气轮机工业至关重要。结合航空与汽车工业标准,针对涡轮叶片的残余应力检测应采用多方法协同、覆盖制造与服役全过程的综合方案。
(图片来源于网络)
一、涡轮叶片失效模式与残余应力的关联机制
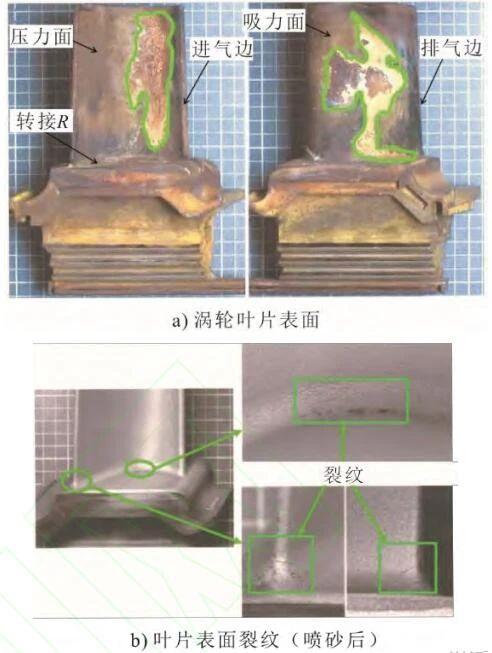
疲劳断裂
涡轮叶片在高频振动下易发生高周疲劳断裂,裂纹常起始于叶背或叶根应力集中区域。残余拉应力会加速裂纹萌生,而表面残余压应力(如喷丸强化引入)可显著提升抗疲劳性能。
热疲劳与蠕变
高温服役环境下,热循环导致热应力反复作用,当叠加残余应力后,可能超过材料屈服强度,引发塑性变形与微裂纹扩展。
涂层失效
热障涂层(TBCs)界面处的残余应力是导致剥落的主要原因。脆性涂层在残余拉应力作用下易产生横向裂纹,成为疲劳裂纹源。
制造工艺影响
铸造、机加工、焊接和喷丸等工艺均会引入复杂残余应力场。例如喷丸强化通过表面塑性变形引入有益的残余压应力层,但若控制不当,反而会造成次表面应力集中。
二、推荐策略:
制造阶段:采用X射线衍射法对喷丸后叶片表面进行快速抽检,结合轮廓法对典型件做全剖面验证;
服役阶段:使用盲孔法对在役叶片关键部位(如叶根、榫头)进行定期检测,监控残余应力衰减趋势;
研发与失效分析:结合中子衍射与有限元模拟,建立应力-寿命预测模型。
XSTRESS DR45检测涡轮叶片表面残余应力
三、典型检测位置与生命周期监控建议
根据实际工程经验,建议在以下位置设置残余应力监测点:
叶根区域(A、B、C、D点):高应力集中区,易发生疲劳裂纹起始;
叶中段(E点):扭转振动节线附近,关注扭转共振影响;
叶尖(F、G点):离心载荷最大,且易受气动冲蚀;
涂层界面区:重点关注热障涂层与基体间的残余应力匹配性。
建议在叶片服役0h、300h、600h、900h等定检节点进行跟踪检测,建立残余应力演化数据库,用于寿命预测与维护决策。
地址:北京市门头沟区上园路甲10号院 洪源智能工坊807室 座机:010-88820040-8002 邮箱:[email protected]

