

联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593
轧辊发生氢脆断裂的主要原因是氢元素在材料内部聚集,导致金属塑性和韧性下降,在较低应力下发生脆性断裂,尤其在9Cr2Mo钢等对氢敏感的材料中更为显著。
具体来看,氢脆断裂的形成涉及以下几个关键因素:
氢元素的来源与聚集
氢主要来源于冶炼过程中未充分去除的残留氢,或后续加工(如酸洗、焊接)中外部氢的侵入。当氢原子渗入金属后,会在晶界、夹杂物或应力集中区域聚集,结合成氢分子并产生巨大内应力,削弱晶界结合力,最终引发裂纹。
材料本身的敏感性与缺陷
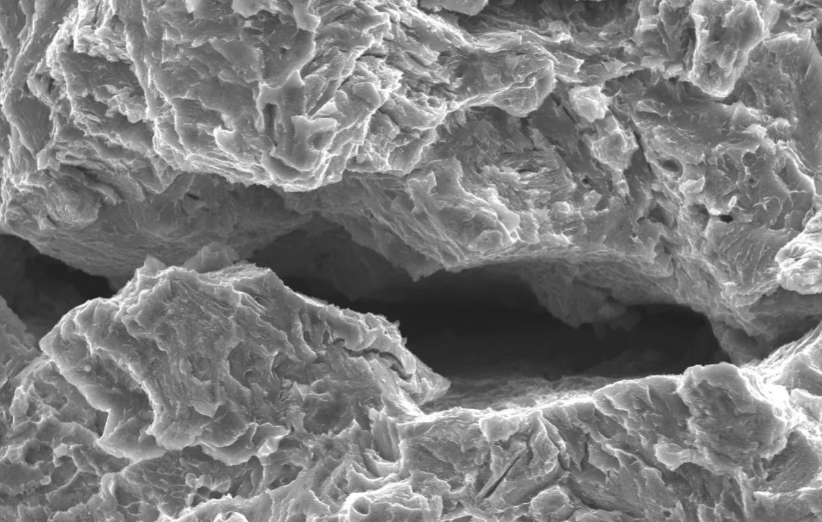
9Cr2Mo钢属于高碳合金钢,具有较高的氢脆敏感性。若材料存在严重的枝晶偏析、夹杂物较多或金相组织不均匀等问题,会进一步促进氢的局部富集,形成裂纹源区。断口分析显示,裂纹通常起源于圆形光滑区域,呈现“鸡爪痕”状撕裂棱和解理断裂特征,是典型的氢脆断口形貌。
淬火应力未及时释放
冷轧辊在淬火后若未及时进行回火处理,会残留较大的内应力。这种残余应力与氢的协同作用显著降低了材料的断裂阈值,使轧辊在正常工作载荷下也可能发生低应力脆断。
工作与制造工艺影响
轧制过程中的温度控制不当、冷却不足或操作失误虽非直接诱因,但可能加剧应力集中,加速氢致裂纹的扩展。此外,轧辊设计不合理(如过渡圆角过小)也会增加局部三向拉应力,提升氢脆风险。
为预防此类断裂,建议从源头控制氢含量,优化冶炼和热处理工艺,延长扩氢时间,并确保及时回火以消除淬火应力。
同时,及时有效的对残余应力进行检测更是不可少的关键环节。

现场检测轧辊表面残余应力
地址:北京市门头沟区上园路甲10号院 洪源智能工坊807室 座机:010-88820040-8002 邮箱:[email protected]

